Beim Kalibrieren handelt es sich um eine Vergleichsmessung, die zur Überprüfung von Messmitteln dient, hierbei wird die Abweichung des Ist- vom Sollwert überprüft und in einem Kalibrierschein dokumentiert.
Jedes Messmittel in der Produktion von genormten Industrieunternehmen muss in regelmäßigen Zeitabständen dahingehend überprüft werden, so dass es seinen Anforderungen gerecht wird. Für den Messschieber heißt dies vor allem, das die in DIN 862 festgelegten Fehlergrenzen eingehalten werden.
Um beim Messen mit dem Messschieber sicher sein zu können, dass das angezeigte Messergebnis auch stimmt, muss dieser kalibriert werden. Auf Grundlage einer der gängigsten Normen, der DIN EN ISO 9000, ist festgelegt das Prüfmittel wie der Messschieber zu kalibrieren sind.
Um mit dem Kalibrieren beginnen zu können, muss der Messschieber absolut sauber sein und entmagnetisiert werden. Leichte Korrosionsflecken lassen sich mit einem Ölstein entfernen. Nach einer ersten Sichtprüfung auf eventuell vorhandene Beschädigungen kann mit der eigentlichen Kalibrierung begonnen werden.
Bei der Außenmessung beginnt man mit der Nullstellung des Messschiebers. Abgesehen davon, dass der angezeigte Wert des Messschiebers Null sein sollte, soll der Messschieber im geschlossenen Zustand gegen eine helle Lichtquelle gehalten werden. Es darf in geschlossenem Zustand kein Licht durch die Messschenkel zu sehen sein. Im weiteren Verlauf wird die Kalibrierung mit Parallelendmaßen für die Außen und Stufenmessung durchgeführt, und mit einem Einstellring für die Innenmessung.
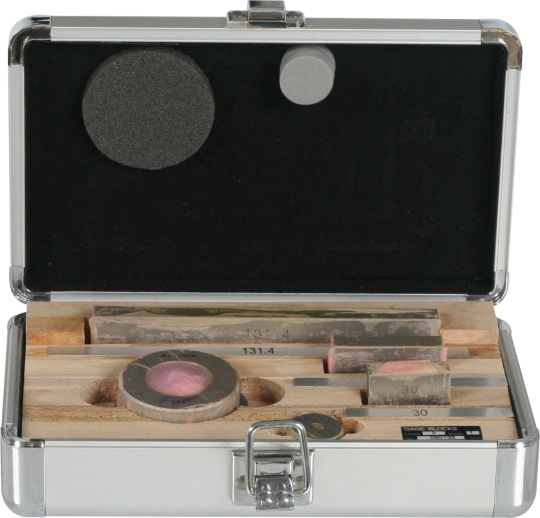
Bei Messschieber bis 150mm wird Außenmessungen wird an drei Punkten des Messschenkels, typischerweise bei 30mm , 41,3mm und 131,4mm ,der angezeigte Messwert festgehalten. Die Messungen sind innen, mittig und außen mit einem Parallelendmaß vorzunehmen. An zwei weiteren Positionen genügen je zwei Messungen, innen und außen. Bei größeren Messschiebern mit einer Messspanne von über 300mm sind fünf über den Messbereich verteilte Messpunkte zu wählen.
Die Kalibrierung der Kreuzschnäbel für die Innenmessung erfolgt mittels eines Einstellringes. Der Einstellring ist kleiner oder gleich 25mm zu wählen. Bei schneidenförmig geschliffenen Kreuzschnäbeln ist die Messabweichung zusätzlich mit einem Einstellring von 4mm Größe zu ermitteln.
Die für die Kalibrierung von Messchiebern notwendigen Endmasse und Einstellringe werden vom guten Fachhandel als Kalibrierset angeboten
Um die Messabweichung bei Tiefen- und Stufenmessungen festzustellen, wird auf einer ebenen Fläche (idealerweise aufn einer Messplatte) mit einem Parallelendmaß der Messwert ermittelt. Die Abstandsmessungen müssen mit den Stirnseiten der Messschenkel und der Tiefenmessstange durchgeführt werden. In beiden Fällen muss der annähernd auf Maß eingestellte Messschieber senkrecht angesetzt und die Schieberbewegung vorsichtig ausgeführt werden. Die abgesetzte Seite soll grundsätzlich am Werkstück beziehungsweise dem Endmaß liegen, um Abweichungen durch Übergangsradien zu vermeiden.
Bei allen Messungen ist darauf zu achten, dass mit gleicher Messkraft gemessen wird. Des weiteren sind die Feststelleinrichtung des Messschiebers zu überprüfen.
Die Kalibrierung mit den ermittelten Messwerten ist zu dokumentieren und aufzubewahren. Des weiteren muss neben dem Messschieber jedes kalibrierte Messgerät (ähnlich einer TÜV-Plakette am Auto) eine Markierung erhalten, welches dem Messgerät bescheinigt, dass es kalibriert wurde und wann das nächste Kalibrierintervall fällig ist. Eine Identnummer jedes Messgeräts ermöglicht eine verwechslungsfreie und lückenlose Dokumentation der Kalibrierung.
Bei einer zu großen Messwertabweichung und / oder einer Beschädigung des Messschiebers ist dieser auszusondern.
Wer keine DKD Kalibrierung benötigt kann seinen Mess- schieber auch
selbst kalibrieren
. Entsprechende Prüfmittel werden von dem Hamburger Importeur
MW-Import angeboten
Alle Preise inkl. versandlkostenfrei in Deutschland. Die Preise sind
unverbindlich.